一、基礎屬性
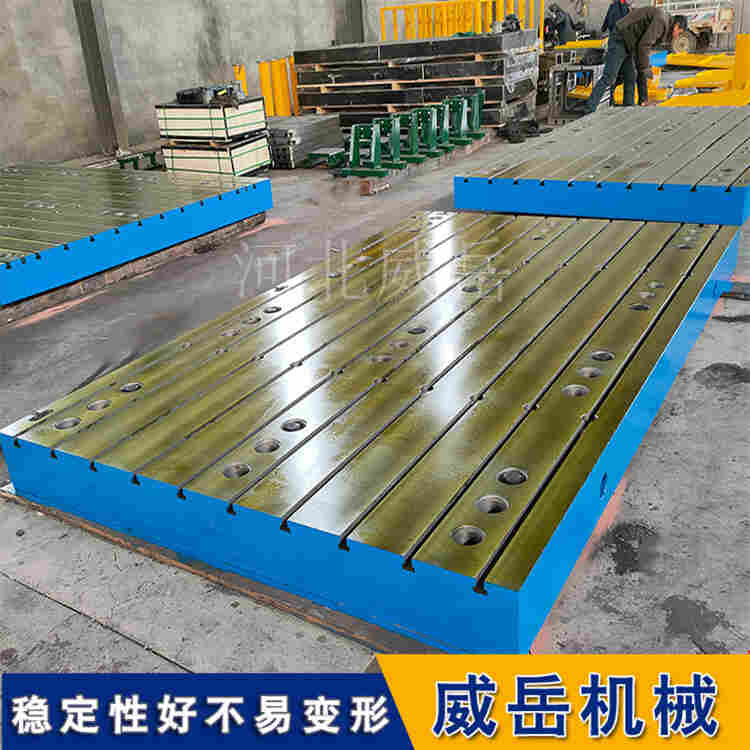
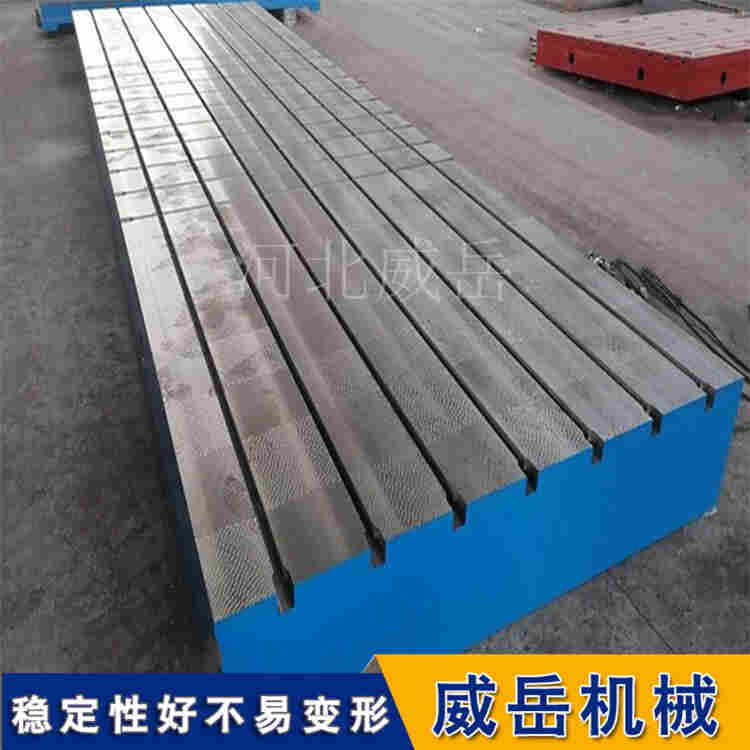
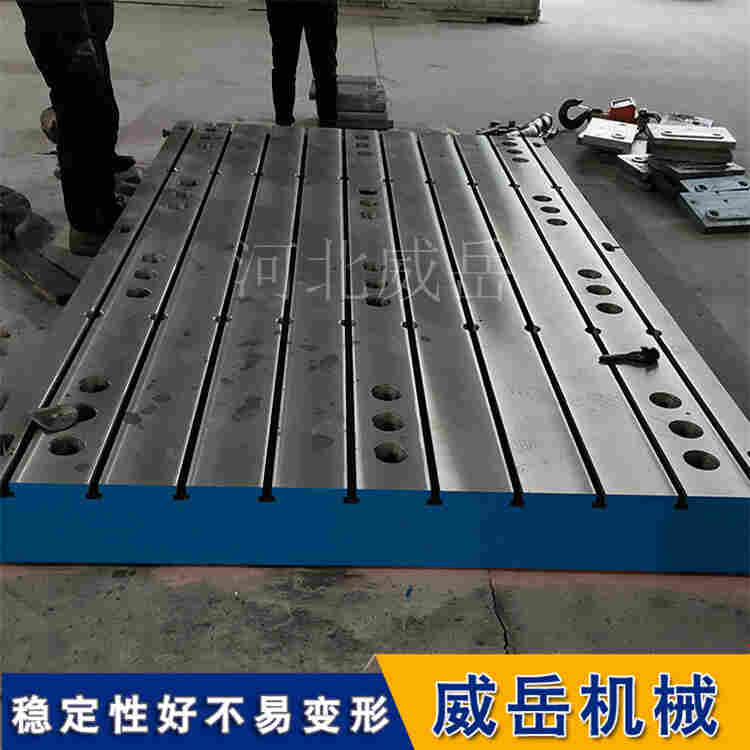
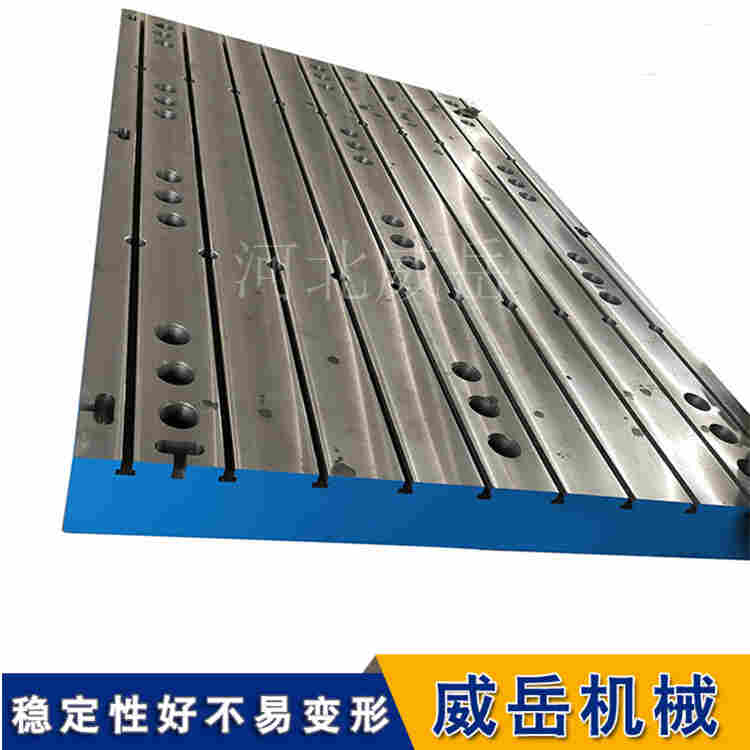
鑄鐵試驗平臺別名:鑄鐵檢驗平臺、鑄鐵測試平臺是工業領域核和心基準工裝,以 HT200-HT300 強度灰鑄鐵為基材,經鑄造、時效處理、粗加工、精加工(精磨 / 刮研)制成,表面可設計 T 型槽、圓孔等結構,用于為機械零件、設備的檢測、試驗、裝配、劃線提供精度、穩定性支撐面。
常用規格:
尺寸:常規 100×100mm~3000×6000mm(可定制超大尺寸 / 異形規格);
精度等級:按 JB/T 7974-2010 標準,分為 0 級、1 級、2 級、3 級;
表面結構:平面型(無槽)、T 型槽型(便于裝夾工件)、圓孔型(用于固定附件)。
二、核和心材質與生產工藝
1. 材質選擇:HT200-HT300 灰鑄鐵
優勢:抗壓強度(200-300MPa)、耐磨性強、吸振性好(能抵消試驗 / 加工中的振動,保障精度)、切削加工性能優異;
為啥選鑄鐵?:相比鋼板 / 石材,鑄鐵的組織穩定性更強,經時效處理后不易變形,長期使用仍能保持平面度。
2. 關鍵生產工藝(決定產品精度與穩定性)
鑄造:采用砂型鑄造 / 樹脂砂鑄造,確保鑄件無氣孔、砂眼、裂紋等缺陷;
時效處理(核和心工藝!):
自然時效:鑄件露天放置 6-12 個月,通過環境溫度變化釋放內應力,成本低但周期長;
人工時效:通過溫回火(550-600℃)、振動時效等方式,快速釋放內應力,、穩定性強(主流工藝);
加工流程:
粗車→精銑→精磨→刮研(精度平臺,刮研后表面接觸點數≥20 點 / 25mm2,提升平面度);
精度檢測:使用水平儀、自準直儀、激光干涉儀等設備,檢測平面度、垂直度、平行度等關鍵指標。
三、核和心功能與適用場景
1. 四大核和心功能
檢測基準:作為零件尺寸精度(如長度、厚度)、形位公差(如平行度、垂直度)檢測的基準面,配合千分表、百分表、水平儀等工具使用。確保檢測數據精和準,避免因基準誤差導致產品合格誤判
試驗支撐:為電機、泵閥、精和密儀器等產品的性能試驗(如轉速、扭矩、溫升測試)提供穩固支撐,抵消振動干擾。保障試驗數據真實可靠,助力研發優化 / 出廠質檢
裝配調試:用于機械組件的裝配、對接調試(如機床配件、汽車零部件裝配),提供統一基準。減少裝配誤差,提升產品裝配質量和一致性
劃線定位:機械加工前,在平臺表面劃出工件的加工邊界、孔位等標記,作為后續加工的基準。確保加工工序精和準,避免批量生產失誤
2. 適配行業與具體場景
通用機械:機床制造、機械零件加工的檢測與裝配;
汽車工業:發動機、變速箱等零部件的性能測試與裝配;
電機行業:電機、發電機的試驗支撐與參數檢測;
航空航天:精和密零部件的精度檢測與裝配;
軌道交通:軌道配件、機車零部件的檢測與調試;
計量檢測:計量院所、實驗室的基準校準工作。
四、產品核和心優勢
精度穩定:經時效處理 + 精磨 / 刮研,平面度誤差小,長期使用不易變形;
承載能力強:鑄鐵材質密度,抗壓強度大,可承受重型工件(常規平臺承載 1-5t,定制款可達 10t 以上);
耐磨抗振:鑄鐵表面硬度(HB180-220),耐磨性好,且具備良好吸振性,抵消試驗 / 加工振動;
靈活適配:可定制尺寸、精度等級、T 型槽數量 / 間距,滿足不同行業個性化需求;
使用壽命長:材質耐磨 + 工藝成熟,正常維護下使用壽命可達 10-20 年;
操作便捷:表面平整光滑,工件放置穩固,配合夾具可快速裝夾定位。
五 選型指南
按精度需求選:
精和密檢測 / 計量校準:選 0 級、1 級;
常規檢測 / 裝配:選 2 級;
普通劃線 / 粗裝配:選 3 級;
按承載需求選:
輕型工件(<500kg):選常規厚度平臺(如 200×300mm 平臺厚度 50mm);
重型工件(>1t):選加厚型平臺 + 加強筋設計,避免變形;
按功能需求選:
僅檢測 / 劃線:選平面型平臺;
需裝夾工件:選 T 型槽平臺(T 型槽規格按夾具螺栓尺寸匹配);
需固定附件:選圓孔型平臺;
按場景需求選:
實驗室 / 計量室:選 0 級精度 + 平面型,保障校準精度;
車間生產:選 2 級精度 + T 型槽,兼顧耐用性與實用性。
六、維護與保養(提升客戶使用體驗)
放置:需放在平整地面,用調整墊鐵固定,避免傾斜;
清潔:使用后及時清理表面鐵屑、油污,可用棉紗 + 中性清潔劑擦拭,避免尖銳物體劃傷表面;
防護:長期不用時,表面涂抹防銹油,覆蓋防塵布,避免潮濕生銹;
避免沖擊:禁止重物撞擊平臺表面,防止精度受損;
定期校準:每年定期檢測平面度,若精度偏差需重新精磨修復。
鑄鐵試驗平臺別名:鑄鐵檢驗平臺、鑄鐵測試平臺是工業領域核和心基準工裝,以 HT200-HT300 高強度灰鑄鐵為基材,經鑄造、時效處理、粗加工、精加工(精磨 / 刮研)制成,表面可設計 T 型槽、圓孔等結構,用于為機械零件、設備的檢測、試驗、裝配、劃線提供高精度、高穩定性支撐面。
常用規格:



 京公網安備 11010802023672號
京公網安備 11010802023672號